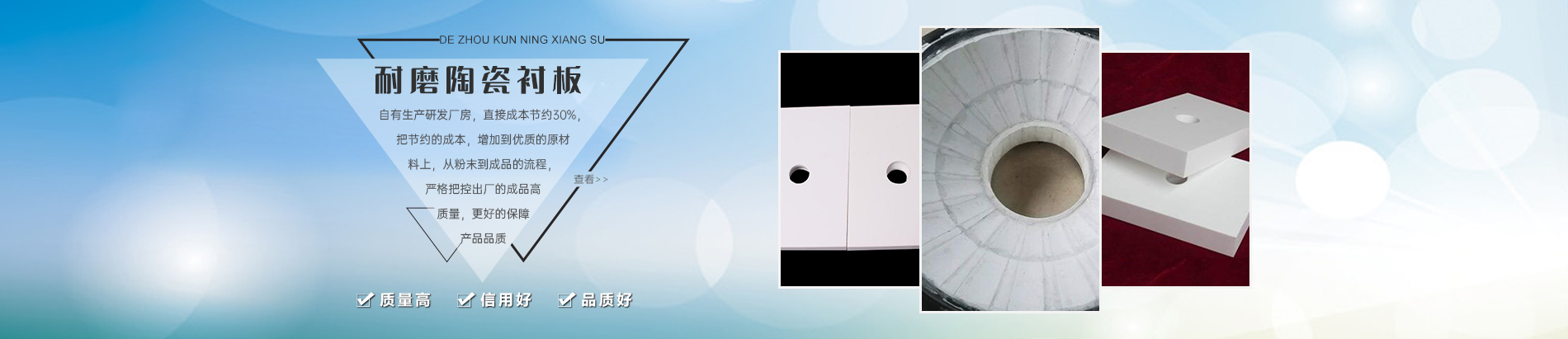


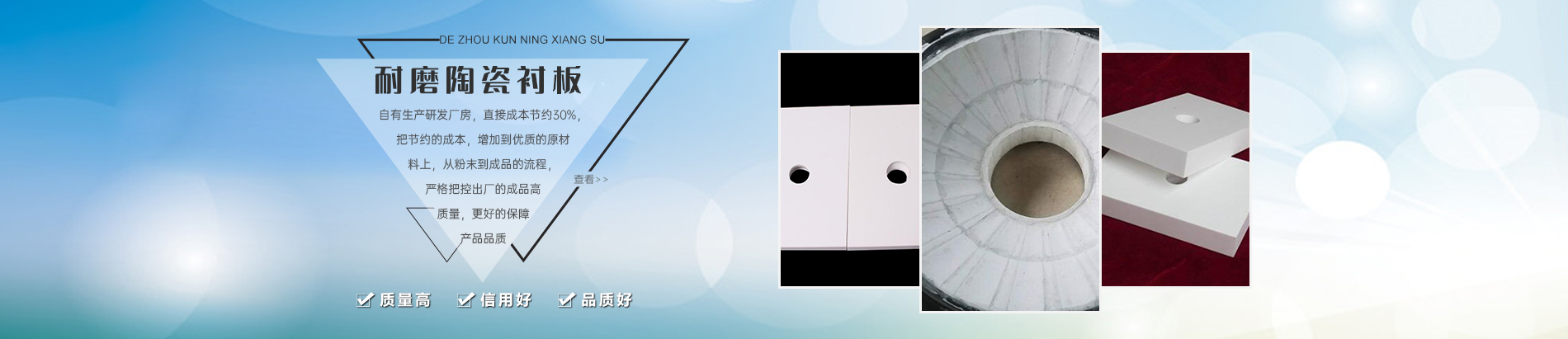


焊接陶瓷襯板是一種十分耐磨的精密陶瓷材料,被廣運于各行各業。焊接陶瓷襯板制品的主要成型方法有:玨等靜壓、注塑和流延,不同的產品形狀、時復雜造型與精度的產品需要不同的成型方法。經過高溫燒結的焊接陶瓷襯板產品只能使用金剛石研磨工藝才能對其進行加工。常見的氧化鋁陶瓷純度為90%-99.9%。經測定,焊接陶瓷襯板的洛氏硬度為HRA80-90,硬度僅僅只是次于金剛石,遠遠的超過耐磨鋼和不銹鋼的耐磨性能。









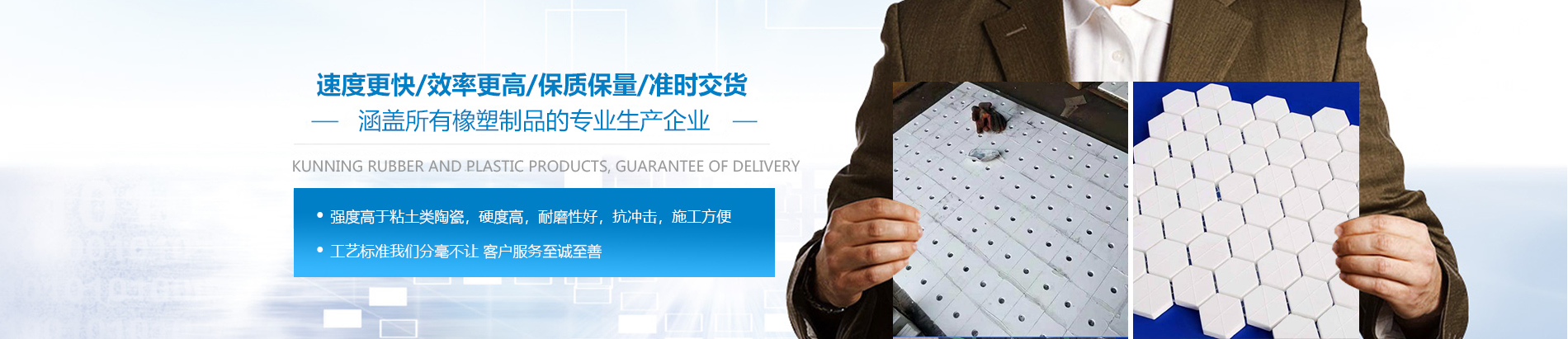
焊接陶瓷襯板是具有極強的耐候性,無論日照、雨淋(甚至酸雨),還是潮氣都對表面和基材沒有任何影響。耐紫外線照射和色彩穩定性完全達到國際灰度級4-5級。同樣,大幅或快速的溫度變化也不會影響材料的特性和外觀。抗彎強度和彈性的合理組合,使焊接陶瓷襯板具有很高的耐沖擊強度。致密的材料表面使灰塵不易粘附,使其清潔更為容易。焊接陶瓷襯板易于維護,表面和切割邊緣都無需油漆或加保護面層。

焊接陶瓷襯板有以下幾種常見的安裝方式。 一,使用焊接陶瓷襯板膠進行粘貼。適合用于常溫環境I況使用。也可選擇耐高溫的膠水,高耐溫300°C。根據工況合理選擇。 二,通過膠水粘接加焊接雙重固定。這種方法則是用陶瓷孔板,粘合于設備后,加鐵片焊接進行雙重固定。適合用于高溫工況下、物料沖擊較大的工況。 三,螺栓連接。在焊接陶瓷襯板中心開孔,作為預留螺栓位置,通過螺栓將設備與陶瓷連接在一起。這種工藝適用于大塊物料沖擊的工況,比如下料溜槽設備。 四,燕尾互卡式。燕尾互卡式是將兩條梯形鋼條平行焊接在設備上,形成燕尾槽,然后將燕尾陶避進燕尾槽的-種安裝方法。可耐700°C高溫,適合用于物料流轉較快的工況。這種工藝則此其他的更為復雜,需要的施工隊伍。



 在線客服
在線客服 13953496510
13953496510 1215705481@qq.com
1215705481@qq.com


