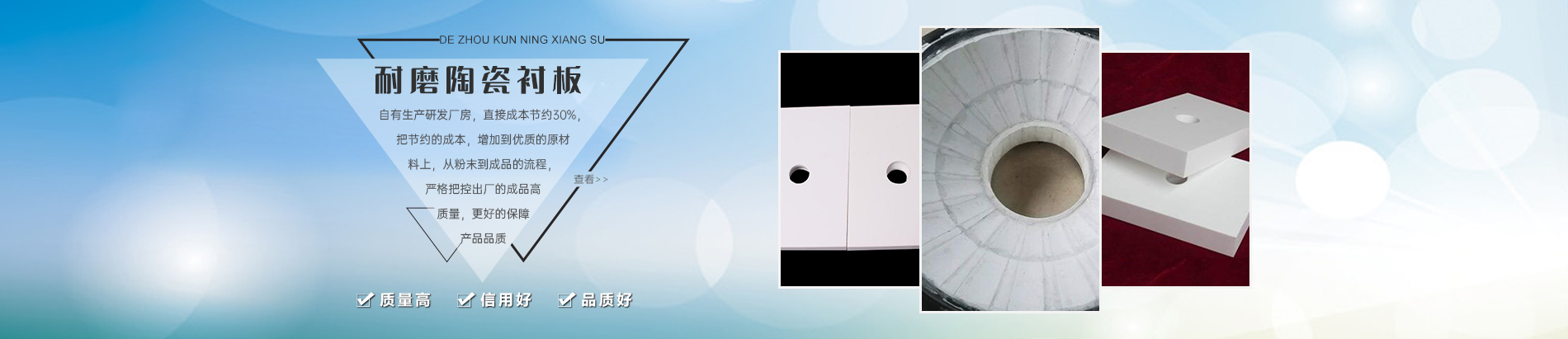


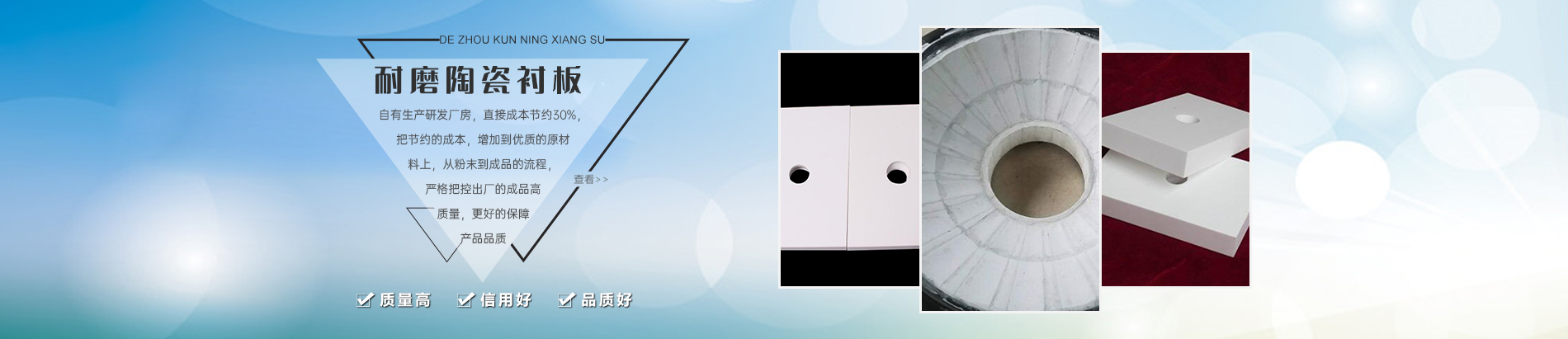


一種以氧化鋁為主體的材料——耐磨陶瓷,廣泛應用于鋼鐵、機械、礦山、港口碼頭等行業中,的球面設計以及優良的緩沖層,可抵抗大塊物料沖擊,耐磨性使檢修頻次大大降低,節約成本和人工。那么如何增加耐磨陶瓷的厚度呢?一起來認識下吧。
磨鋼板通過切割、卷板變形、打孔和焊接等生產工藝,加工而成各種耐磨陶瓷。耐磨襯板具有高耐磨性、耐沖擊、可變形和可焊接等性能,例如輸送機襯板、給煤機底板、旋風分離器倒錐、耐磨葉片等,耐磨壽命可比普通襯板提高15倍以上。因此有兩種方法可增加耐磨陶瓷的厚度:一是可添加元素,提高碳含量,使其達到一定的標準。二是采用熱處理法,淬火后低溫回火,或快冷提高硬度,這種方法采用較多,可迅速提升其厚度。









了解到耐磨陶瓷較強的耐磨性,使檢修頻次大大降低,既節約成本和人工,要加大了市場的需求量。那么好的陶瓷襯板有什么去檢測其質量呢?讓我們一起來看看吧。
1、測量公差:用游標卡尺測量耐磨陶瓷的長、寬、高。氧化鋁陶瓷有一定的收縮率,所以都有一定的公差范圍。
2、測量密度:氧化鋁含量可以通過測量密度來計算。陶瓷襯板密度為3.6g/cm3,95瓷的陶瓷襯板密度為3.65 g/cm3。排水法應用于準確的密度測量。
3、測量硬度:硬度可在實驗條件下測量應按照GB/T16534規定的方法進行測試。
4、進行耐磨試驗,用噴砂機在壓力為4.0kg/cm3、距離為50mm、噴涂角度為45度、時間為60分鐘的條件下測量磨損。好的耐磨陶瓷表面平整,無黑點,色澤光滑粗糙、襯板為白色有玉石質感。
5、耐磨陶瓷表面的剛玉砂應在包裝前打磨掉。襯板管件的鐵碗形狀與襯板的內孔一致,較小重量不小于5g。瓷帽與預留孔一致,無縫隙,平整。黑點是氧化鋁原粉中有雜質沒有去除好。特別是厚度小于10毫米的陶瓷內襯,對窯溫的穩定性要求很高。過度加熱或不均勻的冷卻和加熱會導致襯里變形。

耐磨陶瓷注漿成型 注漿成型是耐磨陶瓷使用較早的成型方法,注漿成型的成型過程包括物理脫水過程和化學凝聚過程,物理脫水通過多孔的石膏模的毛細作用排除漿料中的水分。化學凝聚過程是因為在石膏模表面CaSO4的溶解生成的Ca2+提高了漿料中的離子強度,造成漿料的絮凝。在物理脫水和化學凝聚的作傭下。陶瓷粉體顆粒在石膏模壁上沉積成型。耐磨陶瓷是漿成型適合制備形狀復雜的大型陶瓷部件,但坯體質量,包括外形密度強度等都較差,工人勞動強度大不適合自動化作業



 在線客服
在線客服 13953496510
13953496510 1215705481@qq.com
1215705481@qq.com


